Vibration, dynamics and noise
formerly BETA Machinery and SVT
Knowledge Center
- Downloads
- Technical Newsletter
- Recommended Guidelines and References
- Specifications
- Technical Papers
- Tools and Calculators
- Training
- Articles, Tips and Requirements
- An Integrated Approach to Manage Vibration Risks
- Design Requirements for Reciprocating Compressors
- Evaluating Compressor Operating Risks
- Five simple methods to check reciprocating compressor performance
- Important Differences in Pulsation Software
- Liquid Pumping Systems (Including Liquid Pipelines)
- Noise Regulations Around the World
- Noise Risks in the Gas Industry
- Performance Monitoring Examples
- Pipe Support Stiffness, GMRC Project
- Piping Vibration Design Considerations
- Piping Vibration Examples
- Structural Vibration and Ways to Avoid It
- Tips for a Successful Project (Vibration Control)
- Transient Conditions on Small-Bore Piping
- Vendor Requirements for Piping Vibration & Integrity Assessment
- Vibration-induced fatigue (whitepaper)
- Vibration Issues Affecting Gas Compressor Facilities
- Ask the expert
Vibration problem solving – ask the expert
Q&A from our vibration problem solving webinar series
Watch the replay Speak to a specialist
The answers below were given in the context of the webinar and do not address all aspects of the issues discussed.
For more comprehensive information or application support, we strongly encourage you to contact our experts directly.
 |
|
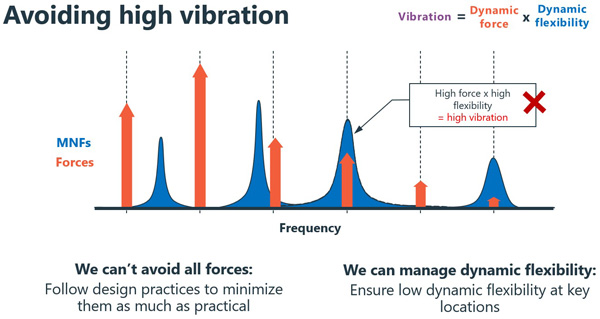
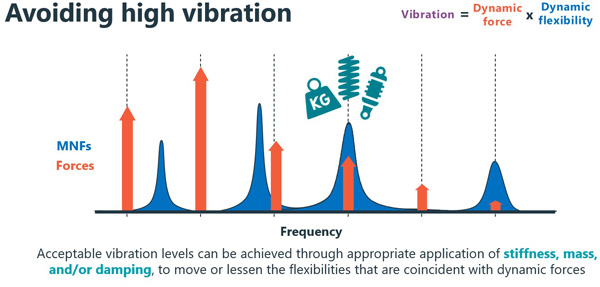
Vibration occurs when dynamic forces coincide with dynamic flexibilities |
Contents [ hide ]
1 Identifying vibration problems
- Acceptance criteria
You have used the terms low, medium and high vibration...can you quantify them?
High vibration vs. low vibration is always relative, depending on the equipment/piping you’re considering, the direction, and the frequency of the vibration. “High” or “low” can be determined by comparing against vibration screening guidelines. Industry standards such as API, EI, or ISO contain guidance on vibration limits, and machinery OEMs will often have their own vibration limits.
Which is the best way to determine the LOF to define measures to avoid vibration issues?
LOF, the likelihood of failure, is a score used for screening purposes as defined in the AVIFF guideline. With a few basic piping details and process conditions, AVIFF calculates the LOF associated with eight different dynamic forces that might be acting in your system. LOFs help focus efforts on preventing, finding, and mitigating vibration problems.
How do we know when vibration would be considered unacceptable?
What we’re ultimately trying to prevent in our piping is excessive dynamic stress, which can lead to fatigue failure. But stress/strain are difficult and time-consuming to directly measure. As such, we use vibration guidelines as screening tools to see which vibration problems require more scrutiny.
Wood commonly uses a guideline of a maximum vibration of 10 mil pk-pk or 1 in/s pk for easy screening of piping and vessels. It’s quick and easy to use, and it’s reliable on simple geometry. Other guidelines like ISO 10816 series or VDI 3842 have a strong technical basis and offer features for categorizing the vibration amplitudes. Regardless of the vibration guideline used, they should not be used as a strict pass/fail criterion, but rather as a tool to help make decisions about what to do next.
What rule of thumb do you use for a rough assessment, e.g., 10 mm/s (0.4 mm/s), or 1.0 in/s....?
We commonly use 1.0 in/s for piping and vessels and 0.5 in/s for compressor or engine frames as a design-stage guideline.
The vibration screening guideline to consider depends on the piping, equipment, or machinery on which you are measuring the vibration.
Industry standards such as API, EI, or ISO contain guidance on vibration limits, and machinery OEMs will often have their own vibration limits.
Why do we have to be concerned about the second mode of vibration? What is the difference between the first and second modes of vibration?
Both the first and second modes of vibration (as well as higher frequency modes) represent a natural way that a piece of equipment or piping wants to deform, and the difference between them is only the deformed shape and the mechanical natural frequency.
The reason to be concerned about the second mode of vibration, as well as the first, is that it may still be excited by higher frequency forces or excitation, and still has the potential to cause problems in your equipment.
For example, the first bending mode of a pipe span could be below your frequency of concern, but the second mode can still be near the excitation frequency.
Also, knowing that the mode of concern in a piping span is the second mode rather than the first will mean applying your stiffness/mass/damping solution to the point of highest vibration rather than the midspan, (watch the webinar replay to see a detailed example).
- Measurement and inspection
 |
|
To measure dynamic flexibility, apply a dynamic load (cyclically varies in time) and measure the displacement |
Can steady-state flows (e.g. flows generated by centrifugal compressors, not reciprocating compressors) also cause piping vibrations?
Yes, steady-state flow regimes can still have dynamic excitations present, and AVIFF presents calculations for various methods that might show up even for steady flow.
If a reciprocating compressor is running at 10 HZ with a fixed-speed motor, are we concerned about other natural frequencies outside this range as they will not be excited?
You would likely need to be concerned about MNFs other than 10 Hz.
A single-acting reciprocating compressor will have its dominant excitation frequency at the machine operating speed (10 Hz in your case), however, there will still be other sources of excitation with different frequencies/multiples of operating speed:
- Pulsations from the cylinder valves are generated at all multiples of operating speed.
- A double-acting reciprocating compressor (compression at both head-end and crank-end of the cylinders) will have higher pulsation forces at 2x operating speed.
- A reciprocating machine will have inherent unbalanced forces at both 1x and 2x operating speed, depending on the number/arrangement of the cylinders.
- Flow-induced vibration can occur at much higher frequencies, >100 Hz, and are not necessarily a multiple of the machine speed.
API 618 recommends designing your piping and vessel MNFs 20% above 2x machine operating speed, or 2.4x, which would be 24 Hz for a 10 Hz machine.
With steam piping, how to measure the vibration with the limitation of vibration probes that can only sense below 100 deg C [212 deg F]. We suspect flow-induced vibration downstream of a control valve but we’re unable to measure the vibration due to temperature limits.
Depending on the temperature of the piping and the limits of the sensors being used, a stand off block of a rigid insulating material, such as PEEK, can be used to isolate the sensor. If the operating temperature is too high, a high-speed camera and motion amplification video (MAV) software may be used, depending on the frequency of the vibration.
While implementing vibration solutions near equipment nozzles in the field, do you check the nozzle loads with the new arrangements? And if so, do you involve any usage of software such as Caesar II?
Yes, is the typical answer. But this depends on the change. The highest risk is when you’re adding/subtracting stiffness from your system.
Stiffness changes will generally greatly affect nozzle loads. If you’re adding or subtracting mass, that will moderately affect nozzle loads. If you’re adding damping, that will not affect nozzle loads.
Care should be taken, however, to currently identify what parameter is being added. For example, swapping out a steel clamp for a damping clamp is typically safe, as there isn’t a significant change in the stiffness of the system. However, adding an entirely new damping clamp onto the piping adds stiffness as well, which should be evaluated.
2 Solving vibration problems
 |
|
Stiffness, mass, and damping affect dynamic flexibilities and vibration |
- Mass
 |
|
Vibration absorbers are most effective at single frequency operation and require fine-tuning |
How come vibration absorbers are classified under mass instead of damping? It’s also called vibration dampers!
Wood’s DamperX Vibration Absorber is simply a production model of a very old technology known as a tuned-mass-damper or TMD. Although ‘damper’ is in the name, they don’t need damping to affect the dynamic response of the system. A TMD with no damping will still split a base MNF into two new MNFs, and that split may be enough to produce a vibration reduction, if the dynamic forces acting on the system do not occur at the same frequency as the new split MNFs, such as can happen with fixed speed equipment.
The benefit of a high-damping TMD is that the two new MNFs are much less flexible than the base MNF. High-damping TMDs, such as Wood’s DVA-XD, are suitable for relatively high magnitude or broadband excitation situations.
- Stiffness
 |
|
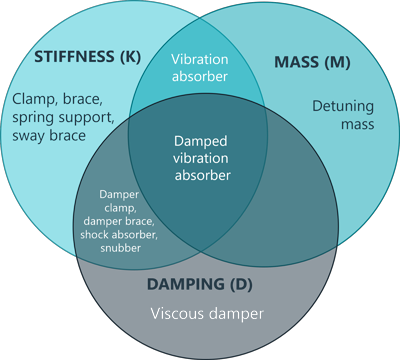
Classifying pipework vibration control |
I always try to support small-bore piping or tubing back to the parent pipe. I heard you can also support it back to the adjacent structure. How can I determine onsite that this would not create further problems?
Our best practice is to support small-bore connections (SBCs) back to the main/parent piping or vessel, to avoid large differences in thermal growth or relying on the stiffness of the SBC to try and restrain the motion of the parent pipe.
It may be acceptable to support small-bore to a nearby structure, as long as the issue is just with the SBC and the parent pipe isn’t vibrating excessively, or that the parent piping system won’t experience large thermal growth relative to the SBC support. The goal is always to minimize the relative motion between the parent pipe and the SBC.
Is increasing flexural stiffness by increasing wall thickness a good strategy to reduce AIV (acoustic-induced vibration)?
We didn’t explicitly distinguish between bending modes and shell modes in the webinar, but they are both mechanical natural frequencies that piping can manifest, and both are treated in the same way – mass, stiffness, damping.
If you have a shell mode, such as is commonly excited by AIV, increasing the thickness of the pipe wall is a strategy of stiffening. Thicker-walled pipe will have a higher shell mode MNF than a thinner-walled pipe for the same mode shape, which is commonly helpful in avoiding the excitation frequencies of AIV. But other solutions to AIV could also be implemented, such as stiffening rings, a damping cage or damping panels.
What’s your opinion about mitigating vibration by implementing changes in the piping configuration like less bends, enhanced thickness, or reinforcement pads?
Using fewer bends will generally reduce the forces acting on the piping, in that there are fewer locations for turbulent flow and pulsation-induced forces to act. Reinforcement pads are helpful in stiffening connections. Increasing thickness of piping does have increased stiffness but also carries with it increased mass, which may leave MNFs unaffected.
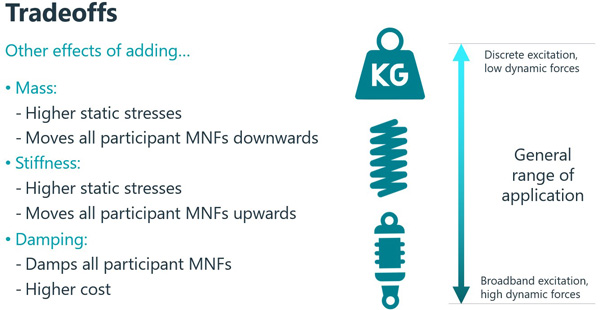 |
|
Consider side effects when applying mass, stiffness or damping |
Can we use u-bolt clamp supports in vent lines?
There are still excitation forces that act in and near vent lines that would cause us to shy away from recommending u-bolts. The incremental cost of using a strap-type restraint is worth it, even for vent lines.
Sometimes there are some small springs in the design of the hold-down clamp supports. Does Wood use these or are all supports fully bolted/thread rod?
The times that we have seen springs used in pipe supports in the past, the springs were used to control the preload force that the clamp experienced to control the force at which the pipe would start sliding through it.
Can you move the frequency of one mode so that it is exactly at the frequency of another mode?
It may be possible to use stiffness or mass to move one MNF to be exactly coincident with another, as long as the MNFs are not on the same piece of equipment and not in the same direction. For example, a vertical vessel may have two different MNFs in two directions depending on the design of the vessel base. It would be possible to add a brace in one direction to increase the MNF of vibration in that direction.
However, if you are dealing with a piping span with both a first and second mode in the same direction then it is not possible to affect one MNF without changing the other as well.
- Damping
Adding damped cylinder supports reduced vibration by up to 80%
Some standards mention that the damping coefficient of a typical piping system is 3-5%. How do we get this approximate value, even if there are no damper supports installed in the system?

Avoiding coincidence of dynamic forces and dynamic flexibilities is typically adequate to keep vibration magnitudes within allowable limits. However, if avoiding coincidence is not possible, damping will help reduce the vibration magnitudes at resonance.
Typical damping values for steel piping and structures is between 1-2%. Getting all base piping modes up to 3-5% requires additional damping elements. This could mean adding damper clamps, viscous dampers, damping braces, or other similar equipment.
However, in our experience, only a few modes require damping of more than 3%, and smart application of damping can save a lot of money and effort.
Can you control vibration with a flexible connection such as a hose, to keep vibration to an area that is less critical to failure?
Applying a flexible hose can definitely be a useful option to control vibration. Increasing flexibility can separate two different systems so that vibration is not transferred from one side to another. As such, flexible tubing is a method of solving vibration by decreasing the stiffness.
Are flexible couplers on the connection to a vibrating piece of equipment good practice to isolate vibrations from being transmitted?
Flexible couplers are a highly flexible component that serves to mechanically isolate two portions of a mechanical system from one to another. Mechanical transmission of vibration is prevented.
However, they suffer from two shortcomings: First, while they prevent mechanical transmission of vibration, they do not prevent any of the other dynamic excitation mechanisms. Pulsations, for example, are not stopped by flexible couplings.
And second, low flexibility elements result in low system MNFs, which are typically subject to higher dynamic excitations. Successful use of flexible couplers is possible, but it requires a careful assessment of what forces are at work in the system, as well as what the effect the flexible coupling has on the MNFs of the rest of the system.
- Cavitation, wind
How do you reduce vibration due to cavitation? Would you have to change process parameters?
For cavitation-caused vibration, the ideal solution is to eliminate the cavitation. Cavitation can cause more problems than just vibration, such as component wear. Process condition changes might help cavitation issues, but so might also reduce pulsations in the system, as pulsation might be the cause of cavitation. This is a worthy question for deeper analysis.
What is the best solution for dealing with excitation based on weather conditions such as wind?
DVN-RP-D101 has a wind assessment method. The two strategies they give for lowering the risk of wind-exposed piping are to use shielding or managing piping/equipment MNFs.
3 Conclusions
-
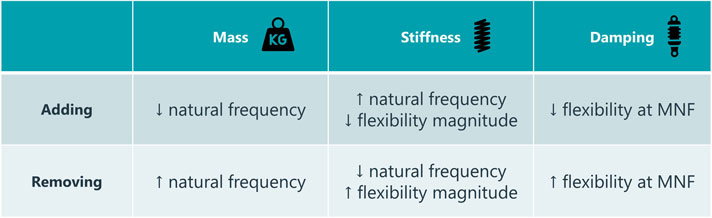
The location of stiffness, mass, and damping in the system affects the flexibility
-
Vibrating mass and natural frequency are inversely related
-
Stiffness and natural frequency are directly (although not proportionately) related
-
Damping and flexibility are inversely related
-
Anti-vibration products need to supply the right magnitude in the right direction to be effective
Related Pages
Piping System • Webinar: Vibration problem solving – back to basics • Webinar: Shake, rattle and grow I (2022 update) • Pipe Clamps, incl. DamperX™ and ThermaGlide™ •
Free webinar
Learn how to reduce industrial noise and ensure compliance without disrupting operations. Register now
